























































தையல் தோல்வி ஏற்றுக்கொள்ளக்கூடிய விளைவு அல்லாத பிராண்டுகளுக்கு, அந்த இரண்டு சூழ்நிலைகளுக்கும் இடையே உள்ள வித்தியாசம் சற்று விரிவாக புரிந்து கொள்ளத்தக்கது.
27.12 மெகா ஹெர்ட்ஸ் தரநிலை: ஏன் RF வெல்டிங் வித்தியாசமாக வெப்பமடைகிறது
RF வெல்டிங் மற்றும் வழக்கமான வெப்பப் பிணைப்பு ஆகியவற்றுக்கு இடையேயான முக்கிய வேறுபாடு செயல்திறன் மட்டுமல்ல - இது பொருள் வழியாக வெப்பம் பயணிக்கும் திசையாகும்.
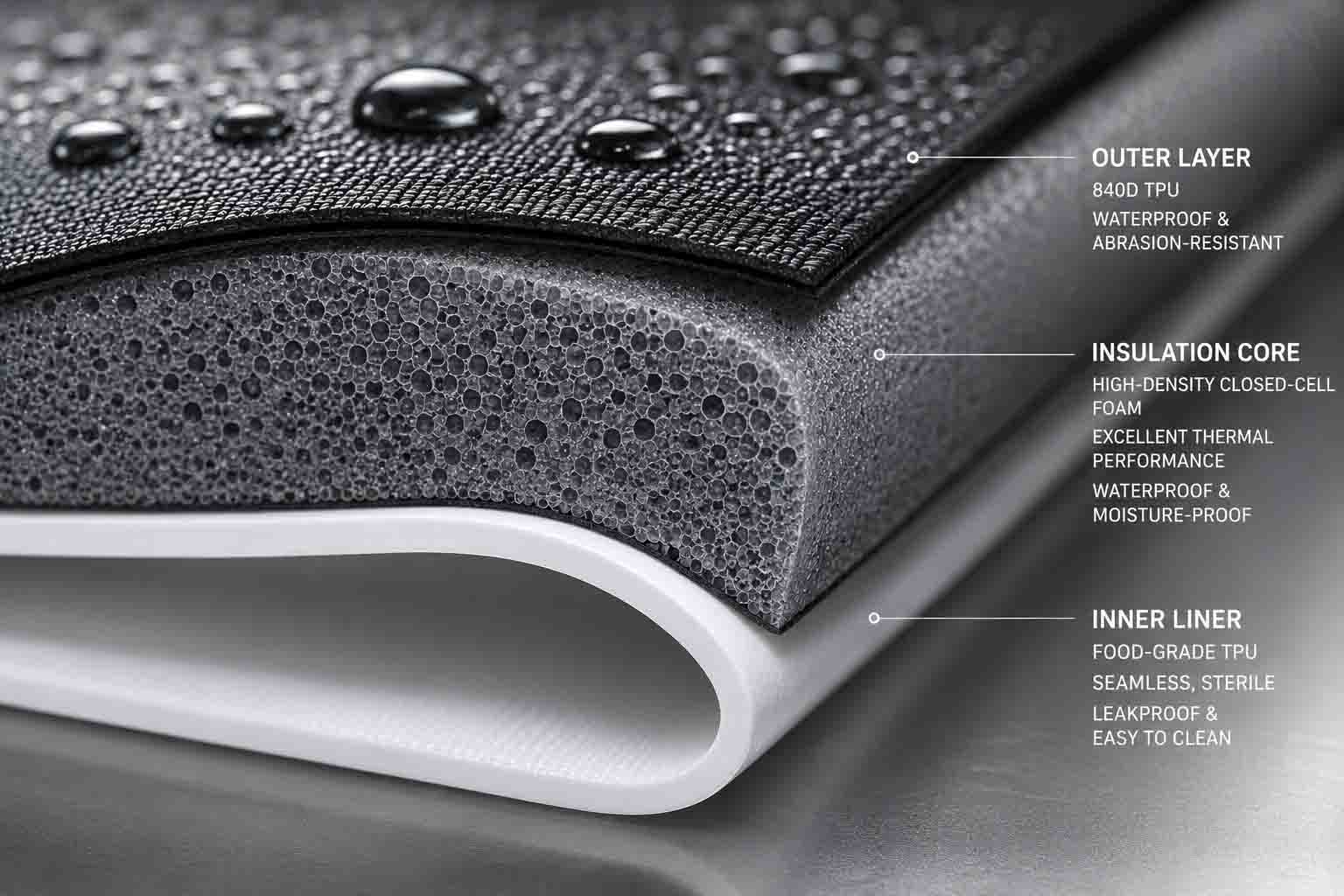
வழக்கமான முறைகள் (சூடான பட்டைகள், சூடான தட்டுகள், வெப்ப துப்பாக்கிகள்) பொருள் மேற்பரப்பில் ஆற்றலைப் பயன்படுத்துகின்றன மற்றும் உட்புறத்தை பிணைப்பு வெப்பநிலைக்கு கொண்டு வர கடத்துகையை நம்பியுள்ளன. மெல்லிய படங்களுக்கு இது போதுமானதாக வேலை செய்கிறது. பிரீமியம் நீர்ப்புகா கியரில் பயன்படுத்தப்படும் தடிமனான, அடர்த்தியான TPU லேமினேட் துணிகளுக்கு, இது ஒரு நடைமுறைச் சிக்கலை உருவாக்குகிறது: உட்புற இடைமுகத்தை இணைவு வெப்பநிலைக்குக் கொண்டு வருவதற்கு, வெளிப்புற அடுக்கை எரியும் அல்லது சிதைக்கும் அபாயம் ஏற்படுவதற்குப் போதுமான அளவு நேரம் தேவைப்படுகிறது. பொருள் தடிமன் அதிகரிக்கும் போது "போதுமானதாக இல்லை" மற்றும் "அதிகமாக" இடையே உள்ள சாளரம் சுருங்குகிறது.
RF வெல்டிங், பொருளின் உள்ளே இருந்து வெப்பத்தை உருவாக்குவதன் மூலம் அதை புறக்கணிக்கிறது. தொழில்முறை RF வெல்டிங் கருவிகள் 27.12 MHz இல் இயங்குகின்றன-இந்த வகை தொழில்துறை உபகரணங்களுக்கு ஒதுக்கப்பட்ட ISM (தொழில்துறை, அறிவியல் மற்றும் மருத்துவ) ரேடியோ அலைவரிசை இசைக்குழு. இந்த அதிர்வெண்ணில், மாற்று மின்காந்த புலமானது TPU க்குள் உள்ள துருவ மூலக்கூறுகளை ஒவ்வொரு அலைவுகளுடனும் மறுசீரமைக்க முயற்சிக்கிறது: வினாடிக்கு சுமார் 27 மில்லியன் முறை. இது உருவாக்கும் மூலக்கூறு உராய்வு மேற்பரப்பிலிருந்து உட்புற வெப்பக் கடத்தலைச் சார்ந்து இல்லாமல், இணைவு ஏற்பட வேண்டிய இடைமுகத்தில், வெல்ட் மண்டலம் முழுவதும் ஒரே சீராக வெப்பத்தை உருவாக்குகிறது.
ஒரே நேரத்தில் பயன்படுத்தப்படும் நியூமேடிக் அழுத்தத்தின் கீழ், இணைப்பு இடைமுகத்தில் உள்ள பொருள் இணைவு வெப்பநிலையை அடைகிறது மற்றும் அடுக்குகள் மூலக்கூறு மட்டத்தில் ஒன்றிணைகின்றன. புலம் அகற்றப்பட்டு, நிலையான அழுத்தத்தின் கீழ் பொருள் குளிர்ந்தவுடன், இரண்டு பேனல்களுக்கு இடையே உள்ள அசல் எல்லை இனி கட்டமைப்பு ரீதியாக இருக்காது - வெல்ட் மண்டலம் ஒரு தொடர்ச்சியான பொருளாக மாறிவிட்டது. அழிவு இழுக்கும் சோதனையில், இந்த மண்டலம் பொதுவாக சுற்றியுள்ள அடிப்படை துணியின் தோல்வி புள்ளியை கடந்துள்ளது. அந்த முடிவு சரியாக செயல்படுத்தப்பட்ட RF வெல்ட் செய்வதற்கான நடைமுறை அளவுகோலாகும்.
வெல்டிங் 840D உயர்-திறன் TPU: பிழைக்கான ஒரு குறுகிய விளிம்பு
RF வெல்டிங் பல்வேறு இணக்கமான தெர்மோபிளாஸ்டிக்ஸ்-PVC, PET, EVA, பல்வேறு PU- பூசப்பட்ட துணிகளில் வேலை செய்கிறது. சுமைகளின் கீழ் நீடித்த சிராய்ப்பு எதிர்ப்பு மற்றும் கட்டமைப்பு ஒருமைப்பாடு தேவைப்படும் அதிக-கடமை வெளிப்புற பயன்பாடுகளுக்கு, 840-டெனியர் உயர்-தெளிவு TPU முக்கிய பொருளாகும். செயல்முறை அளவுத்திருத்தத்தில் அதிக கோரிக்கைகளை வைக்கும் ஒன்றாகும்.
உயர் மறுப்பு என்பது வெல்ட் மண்டலத்தில் அதிக பொருள் நிறை என்று பொருள்படும், இதற்கு இணைவு வெப்பநிலைக்கு அதிக மின்காந்த ஆற்றல் தேவைப்படுகிறது. சிரமம் என்னவென்றால், இது வெறுமனே சக்தியைத் திருப்புவதைக் குறிக்காது. செயல்படும் சாளரம் - போதிய ஆற்றல் (முழுமையற்ற இணைவு, கசிவு ஏற்படக்கூடிய வெல்ட்) மற்றும் அதிகப்படியான ஆற்றல் (பொருள் எரிதல், சமரசம் செய்யப்பட்ட நீர்ப்புகா தடை) ஆகியவற்றுக்கு இடையேயான வரம்பு - துணி எடை அதிகரிக்கும் போது சுருங்குகிறது. 420D TPU இல் சுத்தமாக வேலை செய்யும் ஆற்றல் அமைப்பு, அதே சுழற்சி நேரத்தில் 840D இல் குளிர் புள்ளிகளை உருவாக்கலாம், அதே நேரத்தில் 840D க்கு அளவீடு செய்யப்பட்ட அமைப்பு அதே தயாரிப்பில் மெல்லிய பொருட்களை எரிக்கலாம்.
இதை நிர்வகிப்பதற்கு பொருள் சார்ந்த அளவுத்திருத்தம் தேவைப்படுகிறது. 840D TPU ஒரு உற்பத்தி வரிசையில் நுழையும் போது-புதிய தயாரிப்பு அறிமுகம் அல்லது அதே சப்ளையரிடமிருந்து ஒரு புதிய தொகுதி பொருள்-RF ஆற்றல் வெளியீடு, அழுத்த அழுத்தம் மற்றும் சுழற்சி நேரம் ஆகியவை அந்த குறிப்பிட்ட பொருளுக்கு எதிராக சரிபார்க்கப்பட வேண்டும்: அதன் மறுப்பு, TPU பூச்சு எடை மற்றும் உருவாக்கம். இந்த அளவுருக்கள் ஆவணப்படுத்தப்பட்ட SOP இல் சேர்ந்தவை, ஒவ்வொரு உற்பத்தி இயக்கத்தின் தொடக்கத்திலும் சரிபார்க்கப்பட்டது. அனைத்து துணி எடைகளிலும் ஒரே மாதிரியான அமைப்புகளைப் பயன்படுத்தும் வசதி, திறனை எவ்வாறு விவரிக்கிறது என்பதைப் பொருட்படுத்தாமல், இந்த வேலையைச் செய்வதில்லை.
உற்பத்தி நிலைத்தன்மையை நிர்ணயிக்கும் மூன்று செயல்முறை மாறிகள்
ஒரு முன்மாதிரி கடந்து செல்லும் அழுத்தம் சோதனை சரியான வெல்ட் அடையக்கூடியது என்பதை நிறுவுகிறது. நிலையான உற்பத்திக்கு, தொகுதி முழுவதும் மீண்டும் மீண்டும் செய்யக்கூடியதா என்பதைத் தீர்மானிக்கும் மாறிகளைக் கட்டுப்படுத்துவது அவசியம்.
டை டூலிங் துல்லியம்
வெல்டிங் டை-வடிவ மின்முனையானது பொருளைத் தொடர்புகொண்டு வெல்ட் வடிவவியலை வரையறுக்கிறது-பித்தளை அல்லது அலுமினியத்திலிருந்து குறிப்பிட்ட தையல் வடிவத்திற்குத் தேவையான பரிமாணங்களுக்கு இயந்திரம் செய்யப்படுகிறது. இந்தக் கருவியில் பரிமாணத் துல்லியம் என்பது இரண்டாம் நிலை கவலை அல்ல. ஒரு சீரற்ற இறக்க மேற்பரப்பு வெல்ட் மண்டலம் முழுவதும் சீரற்ற அழுத்த விநியோகத்தை உருவாக்குகிறது, இது சீரற்ற உள் வெப்பத்தை உருவாக்குகிறது: பொருள் முழு இணைவு வெப்பநிலையை அடையாத குளிர் புள்ளிகள் மற்றும் அது அதிக வெப்பமடையும் சூடான புள்ளிகள். குளிர் புள்ளிகள் கசிவு தொடக்க புள்ளிகளாக மாறும். ஹாட் ஸ்பாட்கள் நீண்ட கால தையல் ஒருமைப்பாட்டை சமரசம் செய்யும் பொருள் மெலிந்த பகுதிகளாக மாறுகின்றன.
உற்பத்தி அளவிலும் அதே விளைவை இறக்க உடைகள் ஏற்படுத்துகின்றன. தயாரிப்பு பிரச்சாரத்தின் தொடக்கத்தில் சகிப்புத்தன்மையில் இருந்த தொடர்பு மேற்பரப்புகள் படிப்படியாக சகிப்புத்தன்மையிலிருந்து வெளியேறுகின்றன. பொறுப்பான RF வெல்டிங் செயல்பாடுகள் இறக்கும் நிலையைக் கண்காணித்து, உடைகள் வெல்ட் தரத்தை பாதிக்கும் முன் கருவியை மாற்றுதல் அல்லது மறுசீரமைத்தல் - QC சோதனையானது உயர்ந்த தோல்வி விகிதங்களைக் காட்டத் தொடங்கிய பிறகு அல்ல.
அழுத்தம் பயன்பாடு: இரண்டு கட்டங்கள், இரண்டு வெவ்வேறு செயல்பாடுகள்
RF வெல்டிங்கில் உள்ள நியூமேடிக் அழுத்தம் செயலில் உள்ள வெல்டிங் கட்டம் மற்றும் அதைத் தொடர்ந்து வரும் குளிரூட்டும் கட்டத்தின் போது தனித்துவமான செயல்பாடுகளைச் செய்கிறது.
செயலில் உள்ள RF கட்டத்தில், அழுத்தம் வெல்ட் இடைமுகத்தில் உள்ள பொருள் அடுக்குகளுக்கு இடையே உள்ள நெருக்கமான தொடர்பை உறுதி செய்கிறது, TPU இணைவு வெப்பநிலையை அடையும் போது மூலக்கூறு இடைக்கணிப்பை செயல்படுத்துகிறது. RF ஆற்றல் அகற்றப்பட்ட பிறகு குளிரூட்டும் கட்டத்தில், பாலிமர் சங்கிலிகள் திடப்படும் போது அழுத்தம் இணைந்த மண்டலத்தை நிலைநிறுத்துகிறது. வெல்ட் மண்டலம் போதுமான அளவு குளிர்ச்சியடைவதற்கு முன் அழுத்தத்தை வெளியிடுவது, இன்னும் மென்மையான பொருளை சிதைக்க அனுமதிக்கிறது - பலவீனமான பிணைப்பை உருவாக்குகிறது மற்றும் வெல்ட் மண்டல விளிம்புகளில் பரிமாண முரண்பாடுகளை உருவாக்குகிறது, அவை பயன்பாட்டில் அழுத்த செறிவு புள்ளிகளாக மாறும்.
அதிக அளவு RF வெல்டிங்கில் முன்கூட்டிய அழுத்தம் வெளியீடு மிகவும் பொதுவான செயல்முறை குறுக்குவழிகளில் ஒன்றாகும், அங்கு சுழற்சி நேர அழுத்தம் அடுத்த பகுதிக்கு விரைவாக செல்ல செயல்பாட்டு ஊக்கத்தை உருவாக்குகிறது. இதன் விளைவாக வரும் பற்றவைப்புகள் பெரும்பாலும் காட்சி ஆய்வு மற்றும் ஆரம்ப குறைந்த அழுத்த சோதனையை கடந்து, பின்னர் நிலையான சுமை மற்றும் துறையில் மீண்டும் மீண்டும் ஃப்ளெக்ஸ் சைக்கிள் ஓட்டுதலின் கீழ் உயர்ந்த தோல்வி விகிதங்களைக் காட்டுகின்றன.
சுழற்சி நேரம்
ஒரு முழுமையான RF வெல்டிங் சுழற்சி மூன்று கட்டங்களில் இயங்குகிறது: முன்-அழுத்தம் (RF செயல்படுத்தும் முன் அழுத்தம், டையில் பொருள் சரியாக இருக்க அனுமதிக்கிறது), செயலில் வெல்ட் (RF ஆற்றல் ஆன், மூலக்கூறு வெப்பம் மற்றும் இணைவு நிகழும்), மற்றும் அழுத்தத்தின் கீழ் குளிர்வித்தல் (RF ஆஃப், வெல்ட் மண்டலம் திடப்படுத்துதல்). ஒவ்வொரு கட்டமும் பொருளின் தடிமன், பூச்சு எடை மற்றும் பயன்பாட்டில் உள்ள டை வடிவியல் ஆகியவற்றிற்கு குறிப்பிட்ட ஒரு உகந்த கால அளவைக் கொண்டுள்ளது.
இந்த நேரங்கள் பொருட்களுக்கு இடையில் மாறாது. ஒரு குறிப்பிட்ட TPU விவரக்குறிப்புக்காக உருவாக்கப்பட்ட ஒரு சுழற்சியானது, கனமான துணியை வெல்டிங் செய்யும் மற்றும் அதே தயாரிப்பில் மற்ற இடங்களில் பயன்படுத்தப்படும் இலகுவான பொருட்களை அதிக வெல்டிங் செய்யும் அபாயம் உள்ளது. உற்பத்தி ரன்களுக்கு இடையே பொருள் விவரக்குறிப்புகள் மாறும்போது-வெவ்வேறு மறுப்பு, வெவ்வேறு பூச்சு எடைகள், வெவ்வேறு சப்ளையர் தொகுதிகள்-சுழற்சி அளவுருக்களுக்கு மறு-சரிபார்ப்பு தேவைப்படுகிறது, தொடர்ச்சியின் அனுமானம் அல்ல.
1.0 பார் ஹைட்ரோஸ்டேடிக் பிரஷர் சோதனை: இது உண்மையில் என்ன உறுதிப்படுத்துகிறது
காட்சி தையல் ஆய்வு மேற்பரப்பு-நிலை குறைபாடுகளை அடையாளம் காட்டுகிறது: காணக்கூடிய தீக்காயங்கள், வெல்ட் கவரேஜில் வெளிப்படையான இடைவெளிகள், மொத்த பரிமாண சிதைவு. இது கீழ்-இணைந்த உட்புற மண்டலங்கள், வெல்ட் இடைமுகத்தில் மைக்ரோ-வெற்றிடங்கள் அல்லது சுற்றுப்புற சூழ்நிலையில் வைத்திருக்கும் ஆனால் சுமையின் கீழ் திறக்கும் குளிர் புள்ளிகளை அடையாளம் காணவில்லை. எந்தவொரு அழுத்த-மதிப்பீட்டு உரிமைகோரலுடனும் நீர்ப்புகா தயாரிப்புகளுக்கு, காட்சி ஆய்வு என்பது ஒரு தளம், உச்சவரம்பு அல்ல.
1.0 பார் ஹைட்ரோஸ்டேடிக் பிரஷர் சோதனையானது தீவிர RF வெல்டட் வெளிப்புற தயாரிப்புகளுக்கான சரிபார்ப்பு தரமாகும். ஒரு பட்டி 10-மீட்டர் நீர் நெடுவரிசையின் ஹைட்ரோஸ்டேடிக் அழுத்தத்திற்கு ஒத்திருக்கிறது-முக்கியமாக நீரில் மூழ்கும் நிலைமைகளுக்கு அப்பால் பெரும்பாலான வெளிப்புற தயாரிப்புகள் களப் பயன்பாட்டில் சந்திக்கும், இது ஒரு அர்த்தமுள்ள உற்பத்தித் தகுதிச் சோதனையாக அமைகிறது.

செயல்முறை: முடிக்கப்பட்ட தயாரிப்புகள் 1.0 பார் உள் அழுத்தத்திற்கு உயர்த்தப்பட்டு தண்ணீரில் மூழ்கி அல்லது ஒரு குறிப்பிட்ட காலத்திற்கு அழுத்தத்தில் வைக்கப்படுகின்றன. கடவு நிலை என்பது எந்த மடிப்பு, வெல்ட் மண்டலம் அல்லது மூடும் புள்ளியிலிருந்தும் பூஜ்ஜிய மைக்ரோ-பபிள் உமிழ்வு ஆகும். ஒரு குமிழியானது கசிவுப் பாதையைக் குறிக்கிறது, அது அளவைப் பொருட்படுத்தாமல் வயல் பயன்பாட்டிற்குக் கீழ் தண்ணீரை அனுமதிக்கும். இந்த சோதனை மட்டத்தில் ஏற்றுக்கொள்ளக்கூடிய பகுதி அனுமதி இல்லை.
சோதனையின் போது ஒரு குறிப்பிட்ட அலகு அழுத்தம் உள்ளதா என்பதைத் தாண்டி சோதனை உறுதிப்படுத்துகிறது. 1.0 பட்டியைக் கடக்கும் ஒரு தயாரிப்பு, ஒவ்வொரு வெல்ட் மண்டலத்திலும் முழு மூலக்கூறு இணைவை உறுதிப்படுத்தியுள்ளது, முழுமையான தையல் வடிவவியலில் சரியான டை தொடர்பு மற்றும் அழுத்தம் வெளியீட்டிற்கு முன் போதுமான குளிர்ச்சி. உற்பத்தி ஓட்டம் முழுவதும் சீரான தேர்ச்சி விகிதங்கள் செயல்முறைக் கட்டுப்பாட்டின் சான்றாகும் - நேர்மறை போக்குக்கு நேர்ந்த தனிப்பட்ட அலகு மாறுபாடு அல்ல.
சோதனை அதிர்வெண் சோதனை தீவிரத்தை போலவே விளைவாகும். முக்கியமான தையல் தயாரிப்புகளில் ஒரு யூனிட் சோதனை முழுமையான உற்பத்தி கவரேஜை வழங்குகிறது மற்றும் அவை அனுப்பப்படுவதற்கு முன்பு தனிப்பட்ட தோல்விகளைப் பிடிக்கிறது. தொகுதி மாதிரியானது குறைந்த செலவில் புள்ளிவிவர நம்பிக்கையை வழங்குகிறது ஆனால் தனிப்பட்ட தோல்விகளை அனுமதிக்கிறது. பொருத்தமான நெறிமுறையானது ஒரு யூனிட் ஃபீல்ட் தோல்வியின் கீழ்நிலைச் செலவைப் பொறுத்தது-ஒரு கசிவு உத்தரவாதக் கோரிக்கையை உருவாக்கும் தயாரிப்புகளுக்கு மற்றும் சாத்தியமான பிராண்ட் வெளிப்பாடு, ஒரு யூனிட் சோதனை என்பது பகுத்தறிவு நிலை.
RF வெல்டிங் திறனை மதிப்பீடு செய்தல்: செயல்முறை முதிர்ச்சியை வேறுபடுத்தும் கேள்விகள்
RF பற்றவைக்கப்பட்ட நீர்ப்புகா தயாரிப்புகளில் கசிவு தடுப்பு என்பது ஒரு பொறியியல் விளைவு, உற்பத்தி கோரிக்கை அல்ல. செயல்முறை மாறிகள் அறியப்படுகின்றன, கட்டுப்பாட்டு முறைகள் நிறுவப்பட்டுள்ளன, மேலும் முடிவை சரிபார்க்கும் சோதனை நெறிமுறை நன்கு வரையறுக்கப்பட்டுள்ளது. இந்த பகுதியில் உண்மையான திறன் கொண்ட ஒரு உற்பத்தியாளர் அந்த குறிப்பிட்ட விதிமுறைகளில் தங்கள் செயல்பாட்டை விவரிப்பார்.
சப்ளையர் மதிப்பீட்டின் போது கேட்க வேண்டிய கேள்விகள் உறுதியானவை:
RF பவர் அமைப்புகள் மற்றும் சுழற்சி நேரங்கள் ஒரு பொருள் விவரக்குறிப்புக்கு எவ்வாறு ஆவணப்படுத்தப்படுகின்றன, மேலும் பொருள் தொகுதிகள் மாறும்போது மறு சரிபார்ப்பைத் தூண்டுவது எது?
இறக்கும் நிலை எவ்வாறு கண்காணிக்கப்படுகிறது மற்றும் எந்த வாசலில் கருவி மாற்றப்படுகிறது?
ஹைட்ரோஸ்டேடிக் சோதனை ஒரு யூனிட் அல்லது தொகுதி மாதிரி மூலம் நடத்தப்படுகிறதா, எந்த அழுத்தத்தில்?
ஒப்பிடக்கூடிய தயாரிப்புகளின் சமீபத்திய உற்பத்தி ஓட்டங்களிலிருந்து சோதனை பதிவுகளை அவர்களால் வழங்க முடியுமா?
இந்த மாறிகளை உண்மையில் கட்டுப்படுத்தும் வசதிக்கு இவை கடினமான கேள்விகள் அல்ல. RF வெல்டிங் உபகரணங்களை அதன் பின்னால் உள்ள செயல்முறை ஒழுக்கம் இல்லாமல் இயக்கும் வசதிக்கான மிகவும் கடினமான கேள்விகள். நீங்கள் எந்த நிலையில் இருக்கிறீர்கள் என்று பதில்கள் கூறுகின்றன.